




准备好领略弯管 中频弯管厂家免费安装产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:弯管 中频弯管厂家免费安装的图文介绍
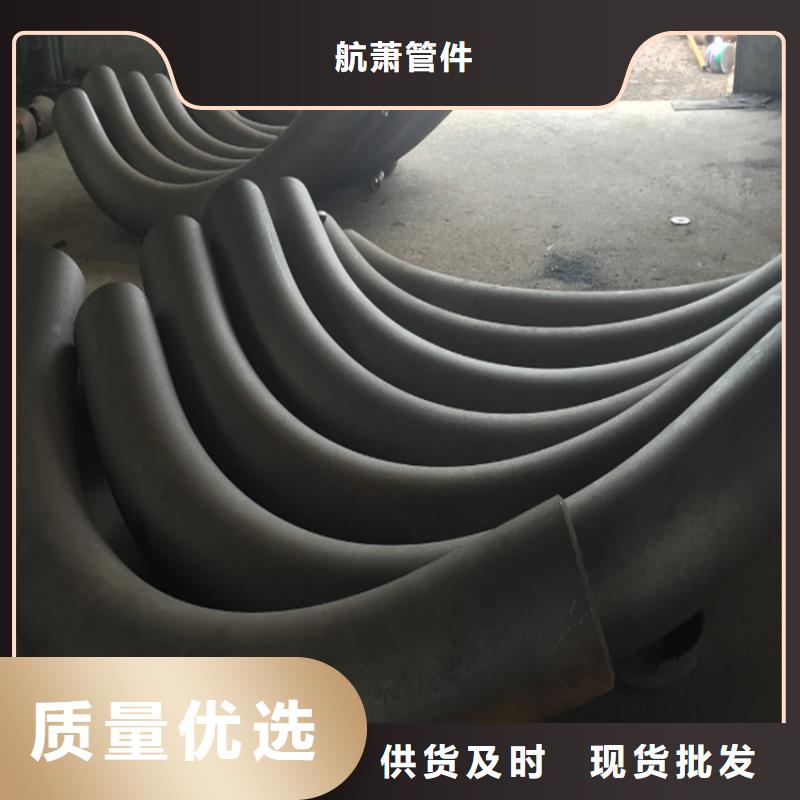
航萧管件有限公司长期致力于 娄底娄星中频弯管的革新与开发,在生产实践当中积累了丰富的专业知识。吸收探索世界新发展动态优势,设计开发一系列高新智能 娄底娄星中频弯管产品。踏实进取,开拓创新,充分利用高新技术,百折不挠地勇攀质量高峰,努力打造成为国际 娄底娄星中频弯管产品,专业制造与诚信的服务,期待与全世界友人及同行进行广泛的合作与交流。


浅谈一下全自动弯管机的控制系统有什么特点? 伴随着自动化技术的不断发展,数控机床数控系统也在不断地更新,从一开始的以电子管为核心的数控系统发展到以工业PC为基础的数控系统。迄今为止已经出现了以下几种弯管数控系统。 首先是在可编程控制器(PLC)的基础上的数控系统,是现在广泛应用于全自动弯管机控制系统中的一种数控系统。为让人机交互比较好,符合复杂的弯管加工要求,在数控弯管机上,以PLC为下位机,直接与硬件进行交互,并通过触摸屏进行显示,开发了基于PLC的弯管数控系统。但PLC的缺点是:体积大,而且价格昂贵。 其次是基于MCU的数控系统,采用MCU开发的数控弯管系统,成本低,操作简单,实时性好,现场适应能力强。而且机床操作方便,人机交互性好,同此,一般用于开发简易经济型数控机床。 然后是基于工业PC的数控系统,随着PC机功能的不断增强和完善而不断增强。工业已将PC应用于自动化领域,为应对高低温冲击、潮湿、振动、电磁干扰、粉尘等恶劣工作环境,厂家利用加装密封保护、过滤器、板压条和附加风扇等方法,制造了工业PC,在弯管机数控系统中,采用PC或工业PC主板作为CNC平台,通过在主板(或母板)上插入PCI/ISA槽来实现NC功能,如运动控制卡、DA板、工控板、工控板、工控板等,构成具有高度灵活性的全自动弯管机数控系统。通过对Windows操作系统资源的充分利用和高级语言编程,可以使NC软件系统更加强大。 那以上就是全自动弯管机的控制系统方面的一些特点了,大家可以了解一下



弯管加工过程中如何防止开裂。在不锈钢弯管弯曲过程中产生内裂的原因方面,当不锈钢弯管加热时,当不锈钢弯管超过相应的出现变形环境温度和相应的出现变形程度上时,在管壁造成内裂,这两类内裂都跟材质不锈钢弯管相关。顺着同样的成形规范,弯头机器设备的弯折实际操作会遭受损害。 弯管加工过程中如何防止开裂 坚持现有的弯头加工设备,包括预热装置和弯头装置、弯头预热装置的设置,弯头装置具有升降机构和推进机构,升降机构包括下支承体,上支承体具有弯头加工设备的结构、弯头加工设备的结构 用弯头加工设备安装与基座垂直配置的低压缸,上模设置在下缸的下端,下模设置在上模的下端,上模设置在模与下模的界面上,下模设置在下模芯上,下模的末端与基座相连,旋转板的固定板与活塞杆相连,金属相连茶叶弯管加工设备的不锈钢弯管机构包括旋转件和安装在旋转件上的不锈钢弯管,旋转件包括驱动装置的旋转框架,不锈钢弯管包括凸块和不锈钢弯管模块,驱动机构设置在相应的紧固件中。


型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数; 2.准确预测拉弯零件的回弹量。 实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。


